HS-340 열수축 시트
제품소개 HS-340 열수축 시트

SHAIC HS-3401은 플라스틱 코팅 강관 용접부에 사용되며, 에폭시 프라이머, 시트, Patch로 구성된 3-Layer 타입의 열수축 제품입니다.
이 제품은 가교된 폴리에틸렌 원단층(보호층)과 접착제(방식층) 그리고 에폭시 프라이머로 구성되어 있습니다. 용접 부위 표면에 에폭시 프라이머를 칠하고 시트를 시공하면 부식방지 씰이 형성됩니다.
Features | 제품 특성
- · 열을 가한 후, 부식방지 씰이 형성되어 원단층(보호층)은 방수 효과 및 높은 내화성을 가집니다.
- · SHAIC HS-3401의 3-Layer 부식방지 시스템은 충격 및 마모, 자외선에도 강하며, 음극박리 및 절연파괴에 대한 저항이 우수합니다.
Bulk Rolls
- · SHAIC HS-3401벌크 롤은 파이프 크기에 맞게 현장에서 직접 잘라서 사용 가능합니다.
필요시 원하는 길이로 잘라 현장에서 즉시 사용 가능하며, 공간 및 시간절약에 도움이 됩니다.
Physical Properties | 물리적 특성
| 항목 | 시험방법 | 결과치 | |||
|---|---|---|---|---|---|
| 접착층 | 연화점 | ASTM E28 | 100℃ (212℉) | ||
| 전단강도@23℃ | ASTM D 1002 | 40N/cm2 (57psi) | |||
| 원단층 | 인장강도 | ASTM D638 | 22Mpa↑(3200psi) | ||
| 신장률 | ASTM D638 | 400%↑ | |||
| 경도 | ASTM D2240 | 50 | |||
| 열노화 | 신장률 | 70일 | ASTM D638 (DIN 30672) |
400% | |
| 100일 | 390% | ||||
| 인장강도 | 70일 | 18Mpa (2700psi) | |||
| 100일 | 17Mpa (2500psi) | ||||
| 체적저항 | ASTM D257 | 1015Ω㎝↑ | |||
| 절연파괴 | ASTM D149 | 32kV | |||
| 제품 | 충격저항 | EN12068 | 15J↑ | ||
| 관통저항 | ASTM G17 | 15KV 핀홀테스트기 시험 합격 | |||
| 수분흡수율 | ASTM D570 | 0.05%↓ | |||
| 음극박리 | 23℃ | EN 12068 | 7.5mm | ||
| 60℃ | EN 12068 | 10mm | |||
| 접착력 | P/E 접착력 | ASTM D1000 | 40N/cm | ||
| Steel 접착력 | 70N/cm | ||||
| 사용온도 | - | -20℃ to 60℃ | |||
Application Instruction | 시공방법
- · SHAIC HS-3401은 3-Layer 코팅 시스템이며, 고객의 특정 프로젝트의 요구 사항에 따라 사용됩니다.
- · 적절한 시공법은 담당자에게 문의 부탁합니다.
- · 파이프의 코팅 부분에 예열한 후 에폭시 프라이머를 칠합니다.
- · 시트 / 슬리브로 감쌉니다.
- · 오버랩 된 부위에 열을 가한 패치를 양 끝에 알맞게 부착시킨 후 시트 / 슬리브의 중앙부터 열을 가해 양옆을 동일하게 열을 가합니다.
- · 마지막으로 주름진 현상이나 기포가 생기지 않게 롤러로 밀어주거나 장갑을 끼고 가볍게 눌러 기포나 주름 현상을 제거합니다.
Application Instruction | 시공방법
-
 ① SSPC-SP1, SP3, SP6에 맞게 코팅 할 파이프에 준비합니다.
① SSPC-SP1, SP3, SP6에 맞게 코팅 할 파이프에 준비합니다. -
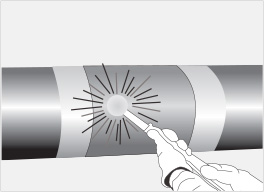
 ② 프로판 토치로 약 60℃까지 코팅 할 부위와 인근 부위에 예열합니다.
② 프로판 토치로 약 60℃까지 코팅 할 부위와 인근 부위에 예열합니다. -
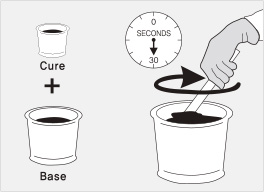 ③ 3:1 비율로 주재와 경화재를 섞어줍니다. 최소 30초 이상은 섞어야 합니다.
③ 3:1 비율로 주재와 경화재를 섞어줍니다. 최소 30초 이상은 섞어야 합니다. -
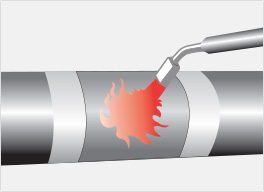
 ④ Epoxy Primer를 0.1mm 균일한 두께로 주변 10mm까지 잘 발라줍니다.
④ Epoxy Primer를 0.1mm 균일한 두께로 주변 10mm까지 잘 발라줍니다. -
 ⑤ 시트를 시공하기 전, 만져 보았을 때 칠해진 Epoxy Primer가 어느 정도 건조되어 표면에 끈적임이 있어야 합니다.
⑤ 시트를 시공하기 전, 만져 보았을 때 칠해진 Epoxy Primer가 어느 정도 건조되어 표면에 끈적임이 있어야 합니다. -
 ⑥ 시트 접착면에 있는 이형지 150~200mm 정도를 제거하고 예열을 합니다.
⑥ 시트 접착면에 있는 이형지 150~200mm 정도를 제거하고 예열을 합니다. -
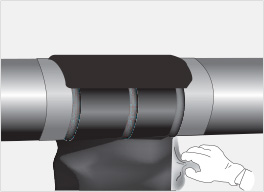 ⑦ 가열된 접착면을 용접부위 중앙에 맞춰 부착시킨 후 나머지 이형지를 제거합니다.
⑦ 가열된 접착면을 용접부위 중앙에 맞춰 부착시킨 후 나머지 이형지를 제거합니다. -
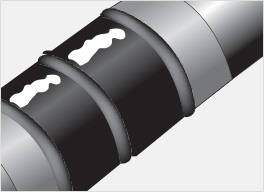
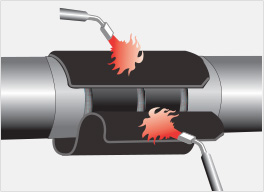 ⑧ 오버랩 되는 부위의 접착면과 원단면에 열을 가한 다음 압착시켜 눌러 줍니다.
⑧ 오버랩 되는 부위의 접착면과 원단면에 열을 가한 다음 압착시켜 눌러 줍니다. -
 ⑨ Patch 접착면에 열을 가한 후 양 끝을 잘 맞추어 오버랩 된 부위 중앙에 압착 시킵니다.
⑨ Patch 접착면에 열을 가한 후 양 끝을 잘 맞추어 오버랩 된 부위 중앙에 압착 시킵니다. -
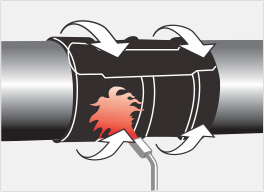 ⑩ 파란 불꽃을 유지하며 동일하게 가운데부터 열을 가합니다.
⑩ 파란 불꽃을 유지하며 동일하게 가운데부터 열을 가합니다. -
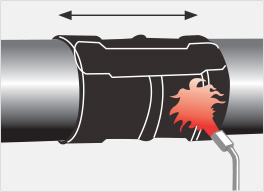 ⑪ 마무리 작업으로 시트 전체에 열을 가해주며 완벽하게 접착되었는지 확인합니다. 만약에 주름이 있거나 기포가 있을 경우 롤러나 장갑을 끼고 눌러서 제거해 줍니다.
⑪ 마무리 작업으로 시트 전체에 열을 가해주며 완벽하게 접착되었는지 확인합니다. 만약에 주름이 있거나 기포가 있을 경우 롤러나 장갑을 끼고 눌러서 제거해 줍니다. -
 ⑫ 시트 원단면 전체 및 오버랩 된 부위에 크랙이나 구멍이 없는지 육안 상으로 검사합니다. 그리고 접착제가 양쪽 끝 5~10mm 정도 흘러나왔으면 완전히 수축이 된 것입니다.
⑫ 시트 원단면 전체 및 오버랩 된 부위에 크랙이나 구멍이 없는지 육안 상으로 검사합니다. 그리고 접착제가 양쪽 끝 5~10mm 정도 흘러나왔으면 완전히 수축이 된 것입니다.
Epoxy Primer

SHAIC 에폭시 프라이머는 강철 파이프 라인의 필드 관절에 우수한 부식 방지를 위해 3층 코팅 시스템으로 되어 있습니다. 에폭시 프라이머는 충격, 마모 및 자외선에도 강하며 음극 박리, 절연 파괴에 대한 저항이 우수합니다.
제품 물성
- · 비중 (주재: 1.65 (ASTM D 1475) / 경화재: 1.00 (ASTM D 1475))
- · 가용 시간: 23℃에서 25분
- · 유통 기한: 2년 (상온)
- · 인화점 (주재: 200℃ / 경화재: 130℃)
에폭시 소요량
| 300mm/12” cutback | ||||
|---|---|---|---|---|
| 파이프 외경 | 소요량 | 시공 개소 US gallon |
||
| mm | inch | 주재(ml) | 경화재(ml) | |
| 115 | 4 1/2 | 15 | 5 | 186 |
| 170 | 6.6 | 22.5 | 7.5 | 126 |
| 230 | 8.6 | 30 | 10 | 93 |
| 280 | 10 3/4 | 37.5 | 12.5 | 76 |
| 315 | 12 3/4 | 39 | 13 | 68 |
| 355 | 14 | 48.9 | 16.3 | 60 |
| 400 | 16 | 52.5 | 17.5 | 53 |
| 450 | 18 | 60 | 20 | 47 |
| 500 | 20 | 67.5 | 22.5 | 43 |
| 610 | 24 | 82.5 | 27.5 | 35 |
| 760 | 30 | 87.9 | 29.3 | 28 |
| 915 | 36 | 123.9 | 41.3 | 23 |
| 1060 | 42 | 142.5 | 47.5 | 20 |
| 1220 | 48 | 161.4 | 53.8 | 17 |
| 1420 | 56 | 187.5 | 62.5 | 15 |
| 1520 | 60 | 202.5 | 67.5 | 14 |
| 450mm/18″ cutback | ||||
|---|---|---|---|---|
| 파이프 외경 | 소요량 | 시공 개소 US gallon |
||
| mm | inch | 주재(ml) | 경화재(ml) | |
| 115 | 4 1/2 | 23.7 | 7.9 | 120 |
| 170 | 6.6 | 29.4 | 9.8 | 76 |
| 230 | 8.6 | 45.6 | 15.2 | 62 |
| 280 | 10 3/4 | 58.8 | 19.6 | 48 |
| 315 | 12 3/4 | 69.3 | 23.1 | 41 |
| 355 | 14 | 75.6 | 25.2 | 37 |
| 400 | 16 | 81.6 | 27.2 | 34 |
| 450 | 18 | 96.6 | 32.2 | 29 |
| 500 | 20 | 106.8 | 35.6 | 26 |
| 610 | 24 | 129.6 | 43.2 | 21 |
| 760 | 30 | 156.3 | 52.1 | 18 |
| 915 | 36 | 187.8 | 62.6 | 15 |
| 1060 | 42 | 226.8 | 75.6 | 12 |
| 1220 | 48 | 247.2 | 82.4 | 11 |
| 1420 | 56 | 296.1 | 98.7 | 9 |
| 1520 | 60 | 304.5 | 101.5 | 9 |
| 600mm/24″ cutback | ||||
|---|---|---|---|---|
| 파이프 외경 | 소요량 | 시공 개소 US gallon |
||
| mm | inch | 주재(ml) | 경화재(ml) | |
| 115 | 4 1/2 | 30.6 | 10.2 | 93 |
| 170 | 6.6 | 45.3 | 15.1 | 63 |
| 230 | 8.6 | 61.2 | 20.4 | 46 |
| 280 | 10 3/4 | 74.7 | 24.9 | 38 |
| 315 | 12 3/4 | 84 | 28 | 34 |
| 355 | 14 | 94.5 | 31.5 | 30 |
| 400 | 16 | 106.5 | 35.5 | 27 |
| 450 | 18 | 119.7 | 39.9 | 24 |
| 500 | 20 | 133.2 | 44.4 | 21 |
| 610 | 24 | 162.3 | 54.1 | 17 |
| 760 | 30 | 202.2 | 67.4 | 14 |
| 915 | 36 | 243.3 | 81.1 | 12 |
| 1060 | 42 | 261.9 | 87.3 | 10 |
| 1220 | 48 | 324.6 | 108.2 | 9 |
| 1420 | 56 | 377.7 | 125.9 | 8 |
| 1520 | 60 | 405.9 | 135.3 | 7 |
※ Note: 사용 전 Shaic의 사용지침 혹은 현지의 안전규정에 따라 주세요.
Application Instruction | 시공방법
- · 시공법에 알맞는 파이프를 준비합니다.
- · 주재와 경화재를 3:1 비율로 최소 30초 이상 섞어줍니다.
- · 섞인 에폭시 프라이머를 표면에 골고루 칠해줍니다.
- · 사용 범위는 1gallon에 20m2 또는 1liter에 5.3m2를 커버합니다.